فهرست مطالب:
جوشکاری بات فیوژن چیست؟
جوشکاری بات فیوژن یک فرآیند ترموفیوژن است.
جوشکاری بات فیوژن نامی است که به جوشکاری صفحه داغ لوله های ترموپلاستیک داده می شود. این یکی از دو تکنیک اصلی برای اتصال فیوژن لوله و اتصالات پلی اتیلن است.
بات فیوژن شامل گرمایش همزمان انتهای دو جزء لوله و اتصالات پلی اتیلن است که باید به هم متصل شوند تا زمانی که یک حالت مذاب در هر سطح مقطع لوله بوجود بیاید.
سپس دو سطح تحت فشار کنترل شده به هم نزدیک می شوند و به مدت زمان خاصی برای سرد شدن نیاز است که یک اتصال همگن تشکیل شود. اتصال حاصل در برابر بارهای انتهایی کاملاً مقاوم است و عملکرد قابل مقایسه ای تحت فشار با خود لوله دارد.
یک صفحه ی گرمایش الکتریکی برای بالا بردن دمای دو سطح مقطع لوله نیاز داریم تا به نقطه ذوب مورد نیاز برسد.
فرآیند
مرحله گرمایش، که گاهی اوقات به عنوان “پاس جوش” نامیده می شود، جایی است که انتهای لوله برای مدتی روی صفحه گرم شده فشرده می شود. به دنبال آن مرحله “ذوب حرارتی” انجام می شود که در آن فشار، برای نگه داشتن انتهای لوله روی صفحه داغ کاهش می یابد. این مسئله به ما زمانی می دهد تا گرما به درون مواد در انتهای لوله، حالت مذاب ایجاد کند.
پس از مرحله ذوب حرارتی، صفحه داغ برداشته می شود و انتهای لوله به هم نزدیک می شود. زمان صرف شده برای انجام این کار “زمان ماندن” نامیده می شود و باید تا حد امکان کوتاه باشد. فاز نهایی زمان جوش/سرد شدن است که با توجه به قطر لوله و ضخامت دیواره از پیش تعیین شده است.
راه اندازی دستگاه
قبل از انجام هر گونه جوش لوله، دستگاه جوش بات فیوژن باید از نظر عملکرد روان بررسی شود و برای جوش مواد اولیه لوله تنظیم شود.
انتخاب گیره ها یا درج های صحیح، با اطمینان از محکم بودن تمام اتصالات، برای کاهش احتمال ناهماهنگی ناشی از حرکت محوری.
دمای صحیح صفحه داغ، برای مواد جوش داده شده؛ این باید با یک پویشگر دمای سطح و دماسنج دیجیتال در چندین موقعیت پس از یک دوره تحکیم، حداقل 20 دقیقه بررسی شود. بین جوش ها، صفحه داغ باید با یک کیسه ضد گرما پوشانده شود تا از آلودگی سطح محافظت شود و از اتلاف حرارت جلوگیری شود.
تیغه های اره مورد استفاده برای برش و مسطح کردن انتهای لوله را بررسی کنید. آنها باید تیز، بدون آسیب و محکم به سطح اره متصل باشند تا از لغزش اره در طول چرخش جلوگیری شود.
تمام قطعات متحرک را از نظر عملکرد روان بررسی کنید و در صورت استفاده از ماشین هیدرولیک، شیلنگ ها و اتصالات را برای علائم نشتی بررسی کنید.
آماده سازی لوله
قبل از جوشکاری، آماده سازی صحیح لوله ها ضروری است. هنگام اندازهگیری طول لولهها، برای تضمین طول صحیح پس از جوشکاری، باید به دنبالههای برش و ذوب توجه شود.
قبل از انداختن کلمپ لوله ها به دستگاه، انتهای آن باید از نظر شکل نامنظم، آسیب یا سنگ ریزه تعبیه شده بررسی شود. حداکثر عمق مجاز این باید کمتر از 10 درصد ضخامت دیواره باشد. لوله های آسیب دیده یا معیوب باید دور انداخته شوند. هر گونه آلودگی سطحی را می توان با پاک کردن انتهای لوله با یک پارچه بدون پرز یا دستمال مرطوب در هر دو سطح داخلی و خارجی از بین برد.
پس از تمیز کردن، لوله ها به دستگاه گیره می شوند. برای کمک به تراز، تمرین خوبی است که لوله ها را به گونه ای گیره دهید که علامت های مهر شده آنها در یک راستا باشد. همچنین در صورت نیاز به شناسایی در تاریخ بعدی کمک می کند.
هنگامی که لوله به طور ایمن در گیره ها قرار گرفت، انتهای لوله باید با ابزار در حال چرخش در تماس باشد تا زمانی که براده های مواد پلی اتیلنی از هر انتها بریده شود.
فرآیند صافکاری تضمین می کند که انتهای لوله صاف و مسطح باشد و آماده برای مرحله جوشکاری شود. براده های سطحی باید از دستگاه و داخل لوله ها برداشته شود و مراقب باشید که انتهای تراشیده شده را لمس نکنید.
این تضمین می کند که هیچ چربی یا کثیفی از دست ها به انتهای لوله منتقل نمی شود. سپس لولهها باید از نظر تراز بودن بررسی شوند و در صورت لزوم روی گیرهها تنظیم شوند تا اطمینان حاصل شود که حداقل عدم تطابق در قطر وجود دارد.
جوشکاری
قبل از توالی جوشکاری، زمانهای گرمایش و سرمایش و فشارهای حالت ذوب باید برای قطر لوله ی خاص ثبت شده و برای مرجع، سریع در طول چرخه جوشکاری یادداشت شود. برخی از ماشین ها برای راحتی کار تمام جداول مربوطه را روی خود دارند. یک تایمر یا کرونومتر برای زمان بندی دقیق باید در دسترس باشد.
کیسه ضد حرارت باید از روی صفحه داغ خارج شود و دما باید با استفاده از دماسنج دیجیتال و پویشگر(دما سنج) سطح بررسی شود.
انجام یک جوش ساختگی قبل از انجام جوشکاری واقعی، تمرین خوبی است. این برای اطمینان از اینکه سطح صفحه داغ در تماس با انتهای لوله کاملاً از هرگونه ذره ی گرد و غبار یا سایر آلاینده ها پاک است.
صفحه داغ را بین انتهای دو لوله قرار دهید و مطمئن شوید که به درستی قرار دارد و به صورت مربعی با انتهای لوله قرار دارد. لوله ها را با اعمال نیروی محوری در تماس با سطح قرار دهید. نیرو باید به آرامی اعمال شود تا اطمینان حاصل شود که فشار مورد نیاز تجاوز نمی کند. این نیرو باید به طور ایمن نگه داشته شود و اجازه می دهد یک جوش مذاب در اطراف لوله تشکیل شود.
جوش باید در اطراف محیط لوله، در دو طرف صفحه داغ، یکنواخت باشد. این مرحله “پاس جوش” فرآیند است.
ابزار اعمال نیرو بسته به نوع تجهیزات متفاوت خواهد بود. بر روی انواع خاصی از ماشینها، نیرو با ابزار مکانیکی و با استفاده از یک برنامه از پیش نوشته شده به فنر اعمال میشود و نیرو توسط یک پیچ قفلی حفظ میشود.
هنگامی که جوش مورد نیاز به دست آمد، فشار برای فاز ذوب حرارتی کاهش می یابد. لوله ها روی صفحه داغ قرار می گیرند که اجازه می دهد گرما به مواد نفوذ کند و احتمال جوش سرد را کاهش دهد.
این زمان بسته به قطر لوله و ضخامت دیواره متفاوت خواهد بود، بنابراین باید از زمان های توصیه شده توسط سازنده استفاده کرد.
بات فیوژن برای اتصال PE80 و PE100
از Butt-fusion می توان برای اتصال مواد PE80 و PE100 در اندازه لوله های 90 میلی متری و بالاتر از همان SDR استفاده کرد.
دستگاههای بات فیوژن که برای جوش دادن لولههای پلیاتیلن استفاده میشوند دارای کنترلهایی هستند تا اطمینان حاصل شود که پارامترهای جوشکاری کاملاً رعایت میشوند. پارامترهای زیر کنترل می شوند:
- دمای صفحه ی گرمایش
- هم ترازی سطوح
- فشار رابط
- ضخامت لوله
- زمان داغ کردن صفحه
- زمان سرد شدن
کنترل این موارد برای اطمینان از عدم وقوع شکست زودرس جوش ضروری است. شرایط محیطی که در آن لوله پلی اتیلن جوش داده می شود تأثیر قابل توجهی بر استحکام اتصال دارد. برای دستیابی به یک جوش قابل قبول وجود این سه عنصر ضروری است:
تمیزی: زیرا آلودگی مفاصل را خراب می کند.
تکنیک: اکثر صاحبان سیستم های لوله پلی اتیلن نیاز دارند که افرادی که بات فیوژن لوله های پلی اتیلن را انجام می دهند با گذراندن یک دوره آموزشی معتبر واجد شرایط باشند.
تجهیزاتی که به درستی طراحی شده اند با نگهداری مناسب: دمای مناسب جوشکاری، پروسه ی جوشکاری و ابزارهای اسکراپر لوله باید در شرایط تلرانس و در شرایط خوب حفظ شوند.
اتصال حاصل، اگر به درستی ساخته شده باشد، به اندازه لوله اصلی استحکام دارد و می تواند تمام بارهای وارد شده در طول نصب معمول و بهره برداری را تحمل کند.
در طول فرآیند جوشکاری، “خال جوش” داخلی و خارجی شکل می گیرد. تکنیک هایی برای به حداقل رساندن اندازه خال جوش های ایجاد شده وجود دارد، اما از آنجایی که چیزی به استحکام کلی نمی افزایند، ممکن است در صورت لزوم با خیال راحت حذف شوند. خال جوش های حذف شده را می توان به عنوان بخشی از یک برنامه کنترل کیفیت احتساب کرد.
الکتروفیوژن در مقابل بات فیوژن (جوش لوله پلی اتیلن) چه تفاوتی دارد و چرا باید به آن اهمیت بدهم؟
پس از برخورد با یک مقاله جالب در مورد رکورد جهانی تحویل بیش از 3 کیلومتر لوله پلی اتیلن (PE) از نروژ به مالزی¹، از ما خواسته شد تا کمی از تجربه کار با لوله پلی اتیلن در سناریوهای مختلف را به اشتراک بگذاریم.
لوله پلی اتیلن در سراسر جهان در بخش های مختلف زیرساخت های عمرانی استفاده می شود. در شبکه های توزیع آب و فاضلاب و گاز می تواند ماده انتخابی باشد زیرا سبک وزن، بادوام، انعطاف پذیر و ارزان است.
لوله های پلی اتیلن در طیف های وسیعی از نظر قطر وجود دارند که شما میتوانید آنها را تهیه کنید . همچنین این لوله ها در دسته های 6 متری و 12 متری تولید و به وسیله کامیون و یا تریلی به سایت مورد نظر منتقل می شوند. برای تشکیل خط لوله، هر تکه لوله نیاز به جوشکاری دارد و دو راه اصلی برای انجام این کار وجود دارد، الکتروفیوژن یا بات فیوژن.
تفاوت کجاست؟
بات فیوژن احتمالاً رایج ترین روش برای جوشکاری لوله پلی اتیلن است. انتهای هر شاخه لوله را برای اتصال، به هم میچسبانیم و پلی اتیلن را گرم میکنیم تا ذوب شوند. سپس به هم فشار داده می شوند تا زمانی که سرد شوند یک پیوند دائمی با هم ایجاد کنند.
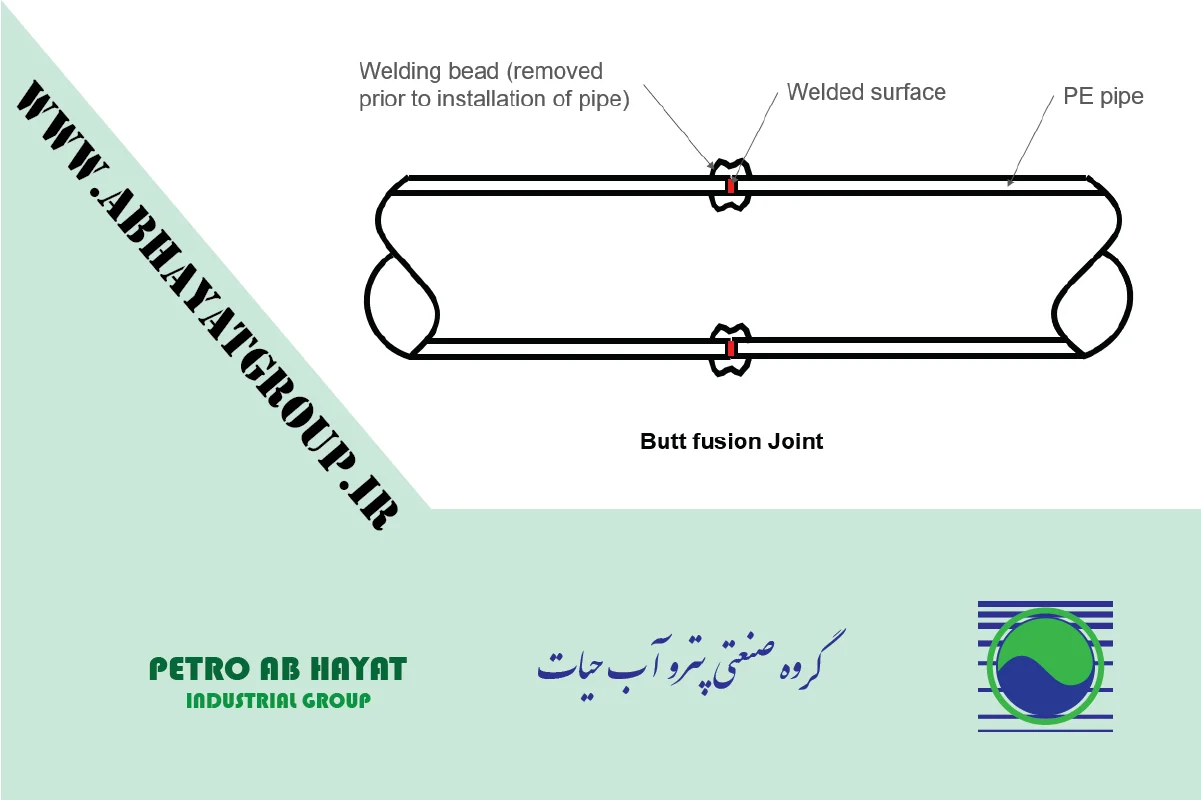
جوشکاری بات فیوژن نیاز به یک دستگاه دارد تا مطمئن شویم که لولهها همسطح هستند و سطح آنها صاف است، زیرا آنها به هم فشرده میشوند تا یک مهر و موم مداوم در اطراف محیط اتصال ایجاد کنند.
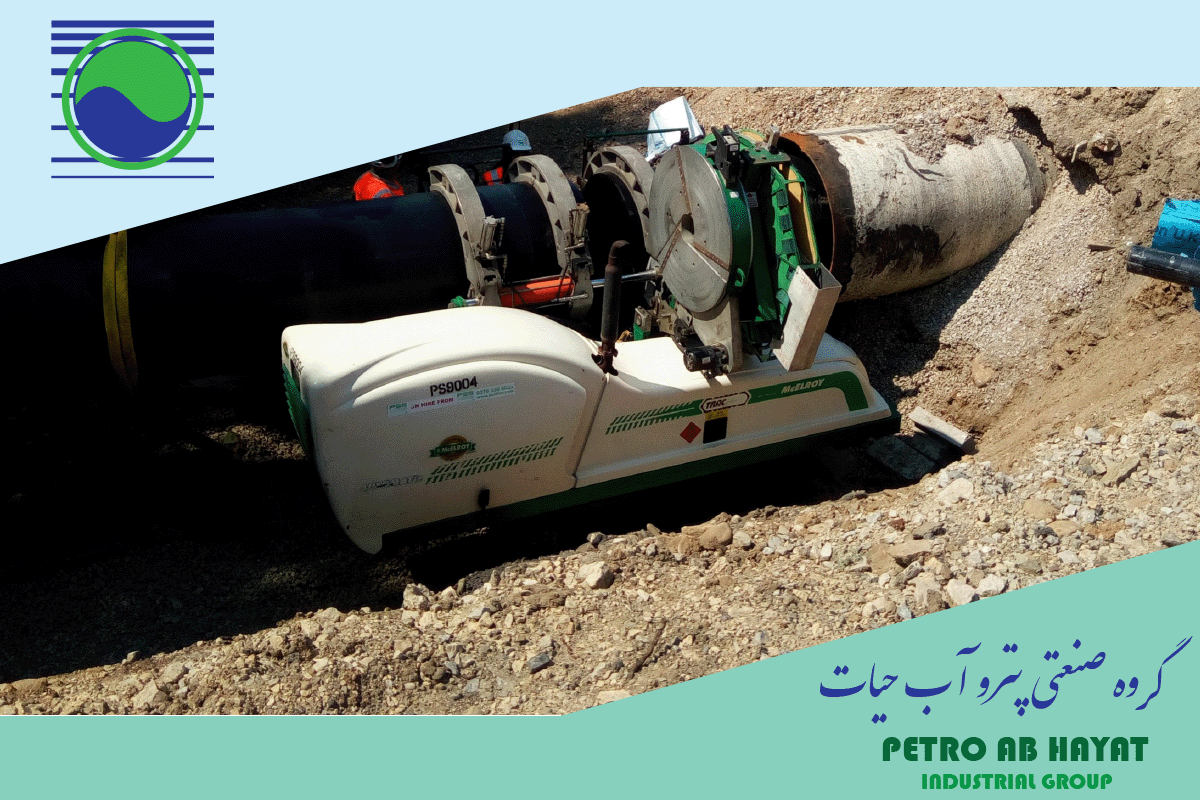
اندازه دستگاه ها بسته به قطر لوله مورد استفاده، متفاوت است. بات فیوژن معمولاً برای قطر لوله از 50 میلی متر تا 2 متر در دسترس است. ما عکسی را در زیر از پروژه ای که از اتصالات بات فیوژنی برای جوش دادن لوله با قطر 710 میلی متر استفاده شده را همانطور که میبینیم (برای تعویض لوله تخریب شده)، آورده ایم.
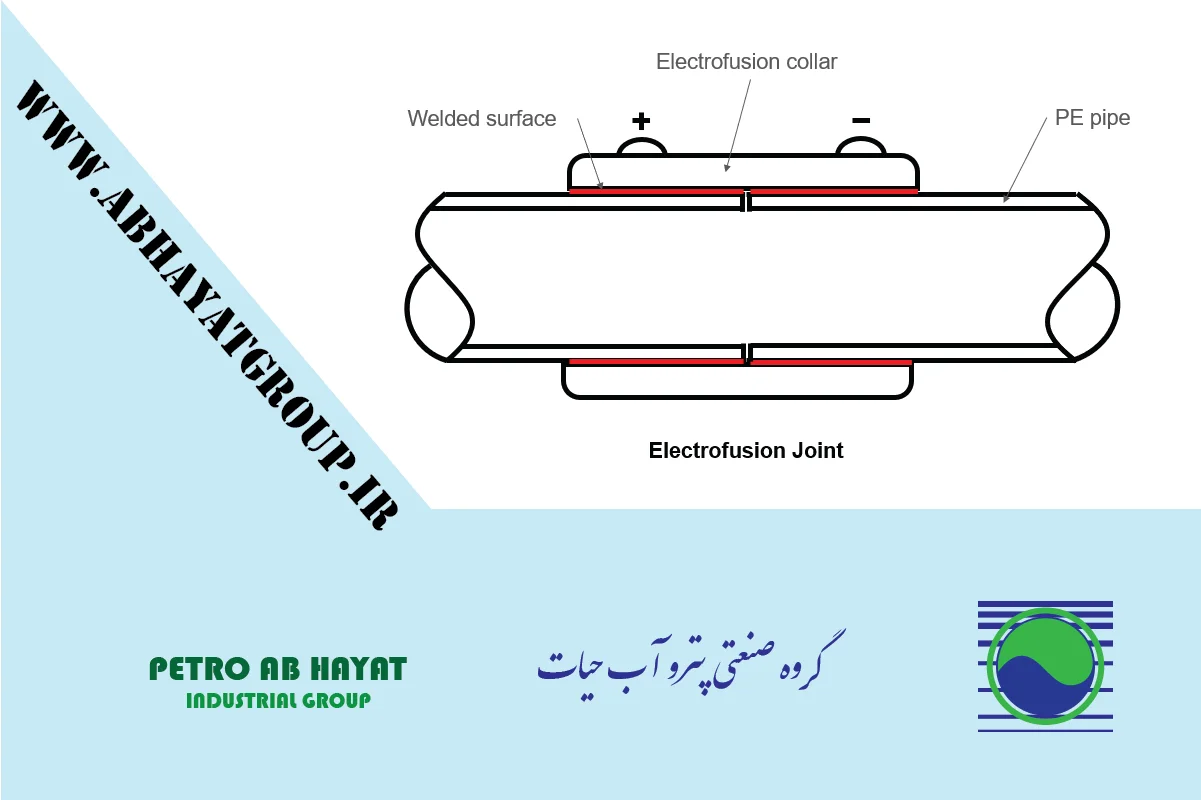
از طرف دیگر در الکتروفیوژن از کوپلر استفاده میشود که دو سر لوله در آن قرار میگیرد، جریان الکتریکی از کوپلر عبور میکند که قسمت خارجی لوله را ذوب میکند و همانطور که در طرح زیر نشان داده شده است با کوپلر پیوند ایجاد میکند. سپس کوپلر روی لوله می ماند و بخشی از خط لوله را تشکیل می دهد. برای قطر لوله از 16 میلی متر تا 710 میلی متر الکتروفیوژن یک گزینه قابل اجرا است ومناسب می باشد.
با توجه به این واقعیت که در اتصالات الکتروفیوژن ، کوپلر باقی میمانند، برای تکنیکهای «بدون حفاری» مانند زمانی که لوله با مته سوراخ شده باشد یا حفاری جهتدار وجود داشته باشد مناسب نیستند. همانطور که ممکن است تصور کنید، کوپلر با فشار دادن یا کشیدن لوله جوش داده شده، بر روی سطح زمین کار، را بسیار دشوار می کند.
هر دو روش جوشکاری، زمانی که به درستی انجام شوند، اتصالی را تشکیل می دهند که از قسمت لوله مورد استفاده قوی تر است.
الکتروفیوژن در صنعت نام بدی دارد و این احتمالاً به دلیل داشتن نشتی در اتصلات برای عبور مایعات است (برای انتقال مایعات ایده آل نیست). هر تامین کننده ای به شما خواهد گفت که “در صورت نصب صحیح” هیچ مشکلی در اتصالات الکتروفیوژن وجود ندارد، که درست است و این سوال را ایجاد می کند که “پس چگونه آنها را به درستی نصب کنید؟”
ما در زیر این مطلب چند اقدام را برای اطمینان از درست بودن اتصال الکتروفیوژن ذکر کرده ایم، این موارد را می توان در عکس زیر که از ساخت یک فاضلاب با قطر 225 میلی متر گرفته شده است مشاهده کرد:
- انتهای لوله را خراش دهید تا مواد پلی اتیلن تازه در کوپلر قرار گیرد.
- استفاده از کلمپس در اطراف انتهای لوله ها برای اطمینان از مسطح بودن هر دو سطح.
- انتهای لوله را قبل از قرار دادن در کوپلر تمیز کنید.
- از یک ریز انداز روی زمین استفاده کنید تا قبل از فشار دادن لوله به داخل کوپلر، گل و لای و کثیفی در انتهای لوله به درون آن وارد نشود.

برای طراحانی مثل ما آسان است که تیم سایت را به دلیل نصب ضعیف مورد انتقاد قرار دهیم، اما در یک روز بارانی در شمال ایران، در یک کانال گل آلود، تمیز نگه داشتن لوله تقریباً غیرممکن است.
سیستم هایی وجود دارد که به شما به عنوان یک طراح اطمینان می دهد که اتصالات به درستی نصب می شوند. شرکت های بازرسی میتوانند از سرویس ها و فناوری های متفاوتی همانند فناوری تلفن هوشمند برای تأیید صحیح نصب هر اتصال استفاده کنند. آنها در عرض 2 ساعت پس از دریافت عکس ها، آن اتصال را قبول و یا رد اعلام میکنند و برای اتصالات تایید شده گارانتی ارائه می دهند و طراح یا بازرس به شما، اطمینان بیشتری از کیفیت اتصالات می دهد. استفاده از فناوری هایی مانند این مورد میتوانند استفاده اتصالات الکتروفیوژنی را برای شما در صنعت دلپذیر تر کنند.
چرا فقط از اتصال بات فیوژن استفاده نکنید و از دردسر جلوگیری نکنید؟
استفاده از اتصالات بات فیوژن مزایای زیادی دارد و سادگی ساخت یکی از آنهاست. یکی از معایب بزرگ، فضای مورد نیاز برای بوجود آوردن اتصالات است.
در حالی که برای اتصالات الکتروفیوژن، یک کوپلر، دستگاه جوش الکتروفیوژنی کوچک و یک ژنراتور مورد نیاز است. اتصالات بات فیوژنی به فضایی برای جوشکاری در یک کانال، به یک ژنراتور و یک پناهگاه در صورت بارندگی نیاز دارند.
برای یک طراح، این ممکن است به سان یک نکته در نظر گرفته شود، اما اطلاعاتی مانند این می تواند تفاوت زیادی در نوع اتصالی که شما مشخص می کنید ایجاد کند. تجهیزات کوچکتر برای اتصالات الکتروفیوژن به این معنی است که می توان آنها را در محل ساخت. اگر شرایط دسترسی ضعیفی دارید، ممکن است تهیه یک دستگاه بات فیوژن در جایی که نیاز دارید غیرممکن باشد، و پهن کردن تمام طول لوله پلی اتیلن جوش داده شده در محل ممکن است غیرممکن باشد.
در تجربه، اتصالات الکتروفیوژن ممکن است شما را نجات دهد; در هنگام تعویض فاضلاب در دامنه کوه، برای بالا بردن یک دستگاه الکترو بات در شیب تند یا کشیدن تمام طول لوله، به کارهای پاره وقت نیاز دارد که فقط هزینه کار را بالا می برد یا زمان را از دست میدهید.
اتصالات الکتروفیوژن به ما این امکان را می دهد که هر اتصال را در محل جوش دهیم و طول لوله های 6 متری را می توان به صورت جداگانه با تجهیزات کوچک در جای خود قرار دهیم.
درک محدودیتهای سایت و نحوه تأثیرگذاری جنس لوله و اتصالات آن بر طراحی خط لوله است که باعث میشود یه طراح یا مهندس عمران بهترین بازخورد را از یک خط لوله بگیرد.
نتیجه گیری
لوله پلی اتیلن یک ماده محبوب در زیرساخت های عمرانی جهان است و بات فیوژن و الکتروفیوژن دو روش رایج برای جوش دادن آن به یکدیگر هستند. برای یک طراح، نوع اتصال جوش ممکن است شامل جزئیات طراحی به نظر برسد، اما می تواند تأثیر زیادی بر روش ساخت داشته باشد.
در نظر گرفتن جزئیات روش اتصال الکتروفیوژن و اینکه چگونه می توان آن را با اطمینان انجام داد تا از نام بد آن فرار کنیم، به ما این امکان را میدهد که یک پروژه را با موفقیت به پایان برسانیم و از بروز مشکلات بعدی جلوگیری کنیم.
بنا بر گفته مدیر عامل شرکت پترو آب حیات: “داشتن آگاهی از عملکرد جزئیات میتواند ما را در ساخت یک طراحی دائمی کمک کند”
گروه صنعتی پترو آب حیات تولید کننده لوله و اتصالات پلی اتیلن و یو.پی.وی.سی میتواند تمام نیاز های شما عزیزان را در رابطه با جوشکاری بات فیوژن مرتفع نماید دستگاه جوش بات فیوژن کلمپ و اتصالات بات فیوژن از دسته محصولاتی میباشند که در مجموعه ما توسط نیروهای متخصص تولید شده و با دارا بودن تمامی استاندارد ها در اختیار شما عزیزان قرار میگیرد.